2019年12月31日火曜日
CivilLasersの685nmファイバー結合レーザー 赤色レーザービーム
これは赤色ファイバー結合レーザーで、波長は685nmです。 3つの作業モード、CWおよびTTL /アナログ変調があります。 変調作業モードを使用する場合、レーザーには「Mode Input」BNCインターフェースで0〜5Vの信号を入力する必要があります。 確認しましょう。
2019年12月30日月曜日
物理学者はナノレーザー設計で重要な進歩を遂げる
レーザーは、家電、医療、産業、通信、その他の分野で広く使用されています。数年前、科学者はナノレーザーの概念を導入しました。その設計は、何十年も使用されてきたヘテロ構造に基づいた従来の半導体レーザーに似ています。違いは、ナノレーザーの空洞が非常に小さく、放射する光の波長に比例することです。主に可視光と赤外光を生成するため、サイズは約100万分の1メートルです。

ナノレーザーには、マクロレーザーとは異なる独自の特性があります。ただし、ナノレーザーの出力放射がコヒーレントである電流を特定することはほとんど不可能です。さらに、実際のアプリケーションでは、ナノレーザーの2つの状態を区別することが重要です。高電流でのコヒーレント出力を伴う実際のレーザー効果と、低電流での非コヒーレント出力を伴うLEDのような状態です。モスクワ物理研究所の研究者は、ナノレーザーをどのような状況で実際のレーザーと呼ぶことができるかを決定する方法を開発しました。
近い将来、ナノレーザーは光集積回路に統合される予定です。集積光回路では、それらはフォトニック導波路に基づく新世代の高速相互接続に使用され、CPUおよびGPUのパフォーマンスが桁違いに向上します。同様に、光ファイバーインターネットの出現により、接続速度が向上し、エネルギー効率も向上しました。
これまでのところ、これがナノレーザーの唯一の可能な用途ではありません。研究者はすでに、数百分の1メートルのサイズの化学センサーとバイオセンサーを開発していますが、機械的ストレスセンサーは数十億分の1メートルのサイズです。ナノレーザーは、人間を含む生体のニューロンの活動を制御するためにも使用されると期待されています。

図1.(A)従来のマクロレーザーの出力パワーと(B)特定の温度での典型的なナノスケールレーザーのポンプ電流依存性。
放射線源がレーザーの特性を持つためには、多くの要件を満たす必要があります。主なポイントは、コヒーレント放射を放出する必要があるということです。コヒーレンスに密接に関連するユニークな特性は、いわゆるレーザー閾値の存在です。ポンプ電流がこのしきい値を下回ると、出力放射はほとんど自然に発生し、その特性は従来の発光ダイオード(LED)の出力と変わりません。しかし、しきい値電流に達すると、放射はコヒーレントになります。この時点で、従来のマクロレーザーの発光スペクトルは減少し、その出力はスパイクされます。後者の機能は、出力電流の変化をポンプ電流で調べることにより、レーザーのしきい値を決定する簡単な方法を提供します(図A)。
多くのナノレーザーは、従来のマクロレーザーのように動作し、しきい値電流を示します。ただし、一部のデバイスでは、出力しきい値とポンプ電流の曲線を分析してレーザーのしきい値を決定することはできません。これは、対数目盛の直線のみであるため、特別な特性がないためです(図Bを参照)。このようなナノレーザーは「しきい値なしレーザー」と呼ばれ、疑問が生じます。どの電流で放射がコヒーレントになるのか、それともレーザーのようになりますか?
この質問に答える明らかな方法は、一貫性を測定することです。ただし、放出スペクトルや出力パワーとは異なり、ナノレーザーの場合、コヒーレンスを測定することは困難です。これには、ナノレーザーで内部プロセスが発生する時間スケールである、1兆分の1秒単位で強度変動を記録できる機器が必要になるためです。
モスクワ物理技術研究所のAndrey VishniviとDmitry Fediainenは、技術的に困難な直接コヒーレント測定をバイパスする方法を発見しました。彼らは、主要なレーザーパラメータを使用してナノレーザー放射のコヒーレンスを定量化する方法を開発しました。研究者は、彼らの技術がナノレーザーの閾値電流を決定できると主張している(上記B)。彼らは、「しきい値のない」ナノレーザーでさえ、実際に発光ダイオードをレーザー場から分離する独自のしきい値電流を持っていることを発見しました。放射された放射は、このしきい値電流以下では無関係であり、それ以上ではコヒーレントです。

図2.上の図は、ナノレーザーのしきい値電流とデバイス温度の関係を示しています。
驚くべきことに、ナノレーザーのしきい値電流は、出力特性または発光スペクトルの低下とは関係がありません。これはマクロレーザーのレーザーしきい値の兆候です。図1bは、出力特性に重要な点が見られた場合でも、レーザー状態への遷移がより高い電流で発生することを明確に示しています。これは、ナノレーザーのレーザー科学者にとって予測不可能です。
「私たちの計算表、ナノレーザーに関するほとんどの論文では、レーザーの加工機は実装されていません。出力特性のキンクポイントで測定する研究がありますが、ナノレーザーの放出は実際のレーザー閾値のために無関係です。キンク値を1桁上回った「フェディアネンが追加されました。」通常、ナノレーザーの自己発熱により、コヒーレントな出力を達成することは困難です。
したがって、錯覚レーザーのしきい値を実際のレーザーのしきい値と区別することが重要です。コヒーレントな測定と計算は困難ですが、VishnevichとFediainenは、任意のナノレーザーに適用できる簡単な式を提案しました。この式と出力特性を使用して、ナノレーザーエンジニアは、作成した構造のしきい値電流を迅速に測定できるようになりました(図2を参照)。
JävšnievichとFedyaninによって報告された結果は、設計の一貫性に関係なく、ナノレーザーの放射点を事前に予測できます。これにより、エンジニアは所定の特性と保証されたコヒーレンスを備えたナノレーザーを開発できます。
2019年12月26日木曜日
材料加工におけるレーザー加工技術の特定の応用
1レーザー溶接
さまざまなサービスオブジェクトとレーザーデバイスによると、レーザー溶接は主に2つのタイプに分けられます:深溶接と伝導溶接。通常の状況では、主に板金部品またはシャフトとスリーブの溶接に、深溶込み溶接が機械製造で一般的に使用されます。伝導溶接は、主にエレクトロニクス業界で使用されています。
2レーザー穴あけ
レーザー材料加工技術のプロセスでは、レーザー穴あけが最初に適用されます。この種の技術には、強力な汎用性、高精度、低コストなど多くの利点があるため、現代の製造業で広く使用されている重要な技術問題となっています。これに対応して、米国、英国およびその他の産業の発展は、レーザー掘削技術をビデオ産業、製薬産業、および航空機製造産業にも適用しています。
3レーザー切断
レーザー加工産業全体でのレーザー切断の用途は80%以上です。主な用途は、エレベータ制御パネル、車体カバー、インストルメントパネル、スイッチパネル、木材などの薄いシート材料の切断、およびさまざまな非金属材料の切断です。
4レーザーマーキング
加工分野で最も広く使用されているレーザー技術として、レーザーマーキング技術は非常に人気があります。この技術では、主に高エネルギー密度レーザーを使用してコンポーネントに局所的に照射するため、表面の材料が蒸発したり、色が化学的に変化したりして、材料の表面に永久的なマークが残ります。レーザー技術は、ほぼすべての材料のマーキングに適しています。実際の生産では、主にベアリング、測定ツール、切削工具などの金属製品に適用されます。ノギスのマーキングなど。
5レーザー成形
レーザー成形技術は現在、世界で最も認知されている技術の1つです。従来の成形方法と比較して、この方法には多くの利点があります。たとえば、成形プロセスは研磨工具を必要とせず、生産サイクル時間は比較的短く、処理されません。環境の制限は、シートを変形させるために熱に依存する単なるプラスチック加工方法です。同時に、材料のリバウンドやフィルムの貼り付きなどの欠点はありません。
さまざまなサービスオブジェクトとレーザーデバイスによると、レーザー溶接は主に2つのタイプに分けられます:深溶接と伝導溶接。通常の状況では、主に板金部品またはシャフトとスリーブの溶接に、深溶込み溶接が機械製造で一般的に使用されます。伝導溶接は、主にエレクトロニクス業界で使用されています。
2レーザー穴あけ
レーザー材料加工技術のプロセスでは、レーザー穴あけが最初に適用されます。この種の技術には、強力な汎用性、高精度、低コストなど多くの利点があるため、現代の製造業で広く使用されている重要な技術問題となっています。これに対応して、米国、英国およびその他の産業の発展は、レーザー掘削技術をビデオ産業、製薬産業、および航空機製造産業にも適用しています。
3レーザー切断
レーザー加工産業全体でのレーザー切断の用途は80%以上です。主な用途は、エレベータ制御パネル、車体カバー、インストルメントパネル、スイッチパネル、木材などの薄いシート材料の切断、およびさまざまな非金属材料の切断です。
4レーザーマーキング
加工分野で最も広く使用されているレーザー技術として、レーザーマーキング技術は非常に人気があります。この技術では、主に高エネルギー密度レーザーを使用してコンポーネントに局所的に照射するため、表面の材料が蒸発したり、色が化学的に変化したりして、材料の表面に永久的なマークが残ります。レーザー技術は、ほぼすべての材料のマーキングに適しています。実際の生産では、主にベアリング、測定ツール、切削工具などの金属製品に適用されます。ノギスのマーキングなど。
5レーザー成形
レーザー成形技術は現在、世界で最も認知されている技術の1つです。従来の成形方法と比較して、この方法には多くの利点があります。たとえば、成形プロセスは研磨工具を必要とせず、生産サイクル時間は比較的短く、処理されません。環境の制限は、シートを変形させるために熱に依存する単なるプラスチック加工方法です。同時に、材料のリバウンドやフィルムの貼り付きなどの欠点はありません。
2019 Top10最も影響力のあるレーザーブランド
数十年にわたる開発の後、レーザー技術は長い間研究室から人々の日常生活に移行しました。衣料品、食品、住宅、工業加工、そして医療美容まで、レーザー光はどこにでもあり、人々の生活のあらゆる側面に影響を与えます。国のレーザー産業の発展状況から、全体的な産業製造レベルはある程度見ることができます。
2019年、レーザー産業の成長率はさらに低下しました。一部の企業は高い成長を維持していますが、パフォーマンスの低下や損失に直面している企業も増えています。次に、今年のパフォーマンス(収益規模と市場シェア)に基づいて、レーザー業界に最も影響を与える10社を選択し、2019年の業績を確認します。

1. TRUMPF
1923年に設立されたTRUMPFグループは、産業生産工作機械およびレーザーの分野における世界市場および技術リーダーの1つです。 90年以上の開発の後、TRUMPFは小さな機械製造工場からレーザー産業の巨人に成長しました。現在、レーザー関連製品のTRUMPFの収益は80%近くを占めています。
2019年4月、TRUMPFはPhilips Photonics事業の買収を完了し、TRUMPF Photonic Componentsと呼ばれる新しいビジネスユニットを設立します。 7月、TRUMPFはGFTとインターネットプラットフォームaxoomをGFTに譲渡する契約を締結しましたが、スマートファクトリー製造ソリューションとaxoomのブランド所有権を保持しました。 10月、TRUMPF中国と上海交通大学は調印式を完了し、中独共同レーザー応用センターを設立しました。 Jinweikeは戦略的協力協定に署名し、双方は補完的なリソースを促進し、Win-Winの協力を達成します。さらに、2019年秋にはTRUMPFとセンサーメーカーSTMicroelectronicsの協力が重要なマイルストーンを迎えたことに言及する価値があります。TRUMPFはSTMicroelectronics Deliveryに10億番目の垂直キャビティ面発光レーザー(Vcsel)を完成させました。
2.Coherent
Coherent社は1966年に設立されました。設立当初、CO2レーザーの一貫性のある利点は際立っていました。数十年にわたる開発の後、一貫性のある企業は世界をリードするフォトニクスメーカーおよびイノベーターの1つとなり、その製品にはCO2レーザー、ファイバーレーザー、超高速レーザー、半導体レーザー、エキシマレーザーなどが含まれます。その製品は、科学研究、医療、産業加工など、複数の産業に役立っています。
3. IPG
IPGは元々物理学者のValentin Pによって開発されました。ガポンツェフ博士は1991年に設立されました。現在、IPGは高性能ファイバーレーザーおよび増幅器の世界有数の開発者および製造業者になり、その市場シェアは他のピアをはるかに上回っています。その低出力、中出力、および高出力のレーザーおよび増幅器は、材料加工、通信、エンターテイメント、医療、バイオテクノロジー、および技術の多くの高度なアプリケーションで広く使用されています。
4. Han's Laser
1996年に設立されたHan's Laserは、産業用レーザー加工装置のアジア初および世界有数のメーカーになりました。同社の主力製品には、レーザーマーキング、溶接、切断、デモンストレーション機器、PCBドリルシリーズ、産業用ロボット、および200種類を超える産業用レーザー機器とインテリジェント機器ソリューションが含まれます。 IT製造、新エネルギー電源バッテリー製造、電子回路、計装、コンピューター製造、携帯電話通信、家電、キッチンとバスルーム、自動車部品、精密機器、建築材料、ハードウェアツール、衣料品、都市照明、宝石、クラフトギフト、食品および医薬品の包装、その他の産業。
5. II-VI
II-VIは1971年に設立され、ペンシルバニア州ザクセン州に本社を置いています。設立当初、II-VI社は、高出力の産業用CO2レーザー光学部品用の高品質材料の製造にのみ焦点を当てていました。今日、II-VIは世界有数のエンジニアリング材料および光電子部品製造会社になり、垂直統合製造会社です。

6. Lumentum
Lumentumは2015年にJDSUから分離され、JDSUは1999年にJDS FitelとUniphaseの合併により設立されました。Lumentumは、光通信製品、消費者市場、産業用レーザーの世界有数のサプライヤーです。カリフォルニア州サンノゼに本社を置き、世界中に研究開発、製造、販売のオフィスがあります。そして、3Dセンシングアプリケーションの速度。 Lumentumは、レーザーとの市場競争に直接参加することに加えて、一部のレーザーメーカーにチップ、ポンプソース、その他のコンポーネントも提供しています。
7. Huagongテクノロジー
Huagong Technology Industry Co.、Ltd.は1999年7月に設立され、2000年6月に深セン証券取引所に上場し、中国中部で大学を卒業した最初のハイテク企業になりました。 2000年9月、Huagong Technologyは、オーストラリアのレーザー切断およびプラズマ切断システムで有名なFARLEYとLASERLABの買収に成功しました。 2004年7月、Huagong Laserが製造した高性能レーザー切断機の最初のバッチは武漢での受け入れテストに合格し、中国初の国内高性能レーザー切断機が誕生しました。現在、Huagong Technologyの子会社であるHuagong Laser、Huagong Zhengyuan、Huagong Gaoli、Huagong Image、Huagong Saibaiの製品は、機械製造、航空宇宙、自動車産業、鉄鋼冶金、造船などの重要な分野で広く使用されています産業、通信ネットワーク、その他の重要な分野。
8. Bystronic
Bystronicは1964年に設立され、1994年にスイスコンツェタホールディングに入社しました。スイスで最も権威のある企業グループの1つです。 Bystronicは1983年に最初のCO2レーザー切断機を製造して使用し、レーザー産業への旅を開始しました。
9. Raycus
Raycus Laserは、独立した技術革新の知的財産権を持つ国家的ハイテク企業であり、ファイバーレーザーとその主要なコンポーネントと材料の開発、生産、販売を専門としています。その主な製品は、パルスおよび連続波ファイバーレーザー、ならびにR&Dおよび準連続ファイバーレーザー、半導体レーザー、特殊レーザーとコンポーネント、特殊ファイバー、レーザー制御ソフトウェアの販売です。
10. CASTECH
CASTECHは、中国科学院のCASTECH材料構造研究所によって設立されました。主に水晶、光学部品、レーザー装置の研究、開発、生産、販売に従事しています。その製品は、レーザーおよび光通信分野で広く使用されています。 Fu Jing Technologyの非線形結晶、レーザー結晶、および磁気光学結晶は、80%以上の市場シェアを持ち、世界トップの売上を維持し続けています。近年同社が開発した音響光学Qスイッチとホログラフィック回折格子は、UVレーザー、ファイバーレーザー、超高速レーザー、光通信の顧客にも認められています。製品は主要な国内市場も占めています。
2019年、レーザー産業の成長率はさらに低下しました。一部の企業は高い成長を維持していますが、パフォーマンスの低下や損失に直面している企業も増えています。次に、今年のパフォーマンス(収益規模と市場シェア)に基づいて、レーザー業界に最も影響を与える10社を選択し、2019年の業績を確認します。

1. TRUMPF
1923年に設立されたTRUMPFグループは、産業生産工作機械およびレーザーの分野における世界市場および技術リーダーの1つです。 90年以上の開発の後、TRUMPFは小さな機械製造工場からレーザー産業の巨人に成長しました。現在、レーザー関連製品のTRUMPFの収益は80%近くを占めています。
2019年4月、TRUMPFはPhilips Photonics事業の買収を完了し、TRUMPF Photonic Componentsと呼ばれる新しいビジネスユニットを設立します。 7月、TRUMPFはGFTとインターネットプラットフォームaxoomをGFTに譲渡する契約を締結しましたが、スマートファクトリー製造ソリューションとaxoomのブランド所有権を保持しました。 10月、TRUMPF中国と上海交通大学は調印式を完了し、中独共同レーザー応用センターを設立しました。 Jinweikeは戦略的協力協定に署名し、双方は補完的なリソースを促進し、Win-Winの協力を達成します。さらに、2019年秋にはTRUMPFとセンサーメーカーSTMicroelectronicsの協力が重要なマイルストーンを迎えたことに言及する価値があります。TRUMPFはSTMicroelectronics Deliveryに10億番目の垂直キャビティ面発光レーザー(Vcsel)を完成させました。
2.Coherent
Coherent社は1966年に設立されました。設立当初、CO2レーザーの一貫性のある利点は際立っていました。数十年にわたる開発の後、一貫性のある企業は世界をリードするフォトニクスメーカーおよびイノベーターの1つとなり、その製品にはCO2レーザー、ファイバーレーザー、超高速レーザー、半導体レーザー、エキシマレーザーなどが含まれます。その製品は、科学研究、医療、産業加工など、複数の産業に役立っています。
3. IPG
IPGは元々物理学者のValentin Pによって開発されました。ガポンツェフ博士は1991年に設立されました。現在、IPGは高性能ファイバーレーザーおよび増幅器の世界有数の開発者および製造業者になり、その市場シェアは他のピアをはるかに上回っています。その低出力、中出力、および高出力のレーザーおよび増幅器は、材料加工、通信、エンターテイメント、医療、バイオテクノロジー、および技術の多くの高度なアプリケーションで広く使用されています。
4. Han's Laser
1996年に設立されたHan's Laserは、産業用レーザー加工装置のアジア初および世界有数のメーカーになりました。同社の主力製品には、レーザーマーキング、溶接、切断、デモンストレーション機器、PCBドリルシリーズ、産業用ロボット、および200種類を超える産業用レーザー機器とインテリジェント機器ソリューションが含まれます。 IT製造、新エネルギー電源バッテリー製造、電子回路、計装、コンピューター製造、携帯電話通信、家電、キッチンとバスルーム、自動車部品、精密機器、建築材料、ハードウェアツール、衣料品、都市照明、宝石、クラフトギフト、食品および医薬品の包装、その他の産業。
5. II-VI
II-VIは1971年に設立され、ペンシルバニア州ザクセン州に本社を置いています。設立当初、II-VI社は、高出力の産業用CO2レーザー光学部品用の高品質材料の製造にのみ焦点を当てていました。今日、II-VIは世界有数のエンジニアリング材料および光電子部品製造会社になり、垂直統合製造会社です。

6. Lumentum
Lumentumは2015年にJDSUから分離され、JDSUは1999年にJDS FitelとUniphaseの合併により設立されました。Lumentumは、光通信製品、消費者市場、産業用レーザーの世界有数のサプライヤーです。カリフォルニア州サンノゼに本社を置き、世界中に研究開発、製造、販売のオフィスがあります。そして、3Dセンシングアプリケーションの速度。 Lumentumは、レーザーとの市場競争に直接参加することに加えて、一部のレーザーメーカーにチップ、ポンプソース、その他のコンポーネントも提供しています。
7. Huagongテクノロジー
Huagong Technology Industry Co.、Ltd.は1999年7月に設立され、2000年6月に深セン証券取引所に上場し、中国中部で大学を卒業した最初のハイテク企業になりました。 2000年9月、Huagong Technologyは、オーストラリアのレーザー切断およびプラズマ切断システムで有名なFARLEYとLASERLABの買収に成功しました。 2004年7月、Huagong Laserが製造した高性能レーザー切断機の最初のバッチは武漢での受け入れテストに合格し、中国初の国内高性能レーザー切断機が誕生しました。現在、Huagong Technologyの子会社であるHuagong Laser、Huagong Zhengyuan、Huagong Gaoli、Huagong Image、Huagong Saibaiの製品は、機械製造、航空宇宙、自動車産業、鉄鋼冶金、造船などの重要な分野で広く使用されています産業、通信ネットワーク、その他の重要な分野。
8. Bystronic
Bystronicは1964年に設立され、1994年にスイスコンツェタホールディングに入社しました。スイスで最も権威のある企業グループの1つです。 Bystronicは1983年に最初のCO2レーザー切断機を製造して使用し、レーザー産業への旅を開始しました。
9. Raycus
Raycus Laserは、独立した技術革新の知的財産権を持つ国家的ハイテク企業であり、ファイバーレーザーとその主要なコンポーネントと材料の開発、生産、販売を専門としています。その主な製品は、パルスおよび連続波ファイバーレーザー、ならびにR&Dおよび準連続ファイバーレーザー、半導体レーザー、特殊レーザーとコンポーネント、特殊ファイバー、レーザー制御ソフトウェアの販売です。
10. CASTECH
CASTECHは、中国科学院のCASTECH材料構造研究所によって設立されました。主に水晶、光学部品、レーザー装置の研究、開発、生産、販売に従事しています。その製品は、レーザーおよび光通信分野で広く使用されています。 Fu Jing Technologyの非線形結晶、レーザー結晶、および磁気光学結晶は、80%以上の市場シェアを持ち、世界トップの売上を維持し続けています。近年同社が開発した音響光学Qスイッチとホログラフィック回折格子は、UVレーザー、ファイバーレーザー、超高速レーザー、光通信の顧客にも認められています。製品は主要な国内市場も占めています。
2019年12月24日火曜日
レーザーの連続稼働時間を延長する方法は?
高出力レーザーは通常、大量の熱を発生し、長時間にわたってレーザー管を簡単に損傷する可能性があります。高出力レーザーを長時間使用することは推奨されません。

場合によっては、ユーザーは高出力レーザーを長時間連続して動作させる必要があります。方法はありますか?
実際の作業での経験をいくつかまとめて、皆さんと共有します。
1.レーザーを選択
購入時にレーザーがTEC付きかどうかを商人に尋ねます。
TEC(熱電冷却器)は、さまざまな機器の温度制御に広く使用されている半導体冷却チップです。
高温でレーザーを使用すると、レーザーチューブが損傷するため、過熱保護モジュールも必要です。
温度がレーザー管の限界まで上昇すると、レーザーは自動的に動作を停止する必要があります。
2.熱放散の良い仕事をしてください
熱放散が行われている限り、高出力レーザーの連続稼働時間を効果的に延長できます。
まず、作業環境の温度を調整します。高温の作業環境にレーザーを置かないでください。
レーザーにヒートシンクと空冷装置を追加します。
レーザーに水冷装置を追加する方が効果的ですが、この方法は実装が比較的面倒で、実際の作業ではめったに使用されません。
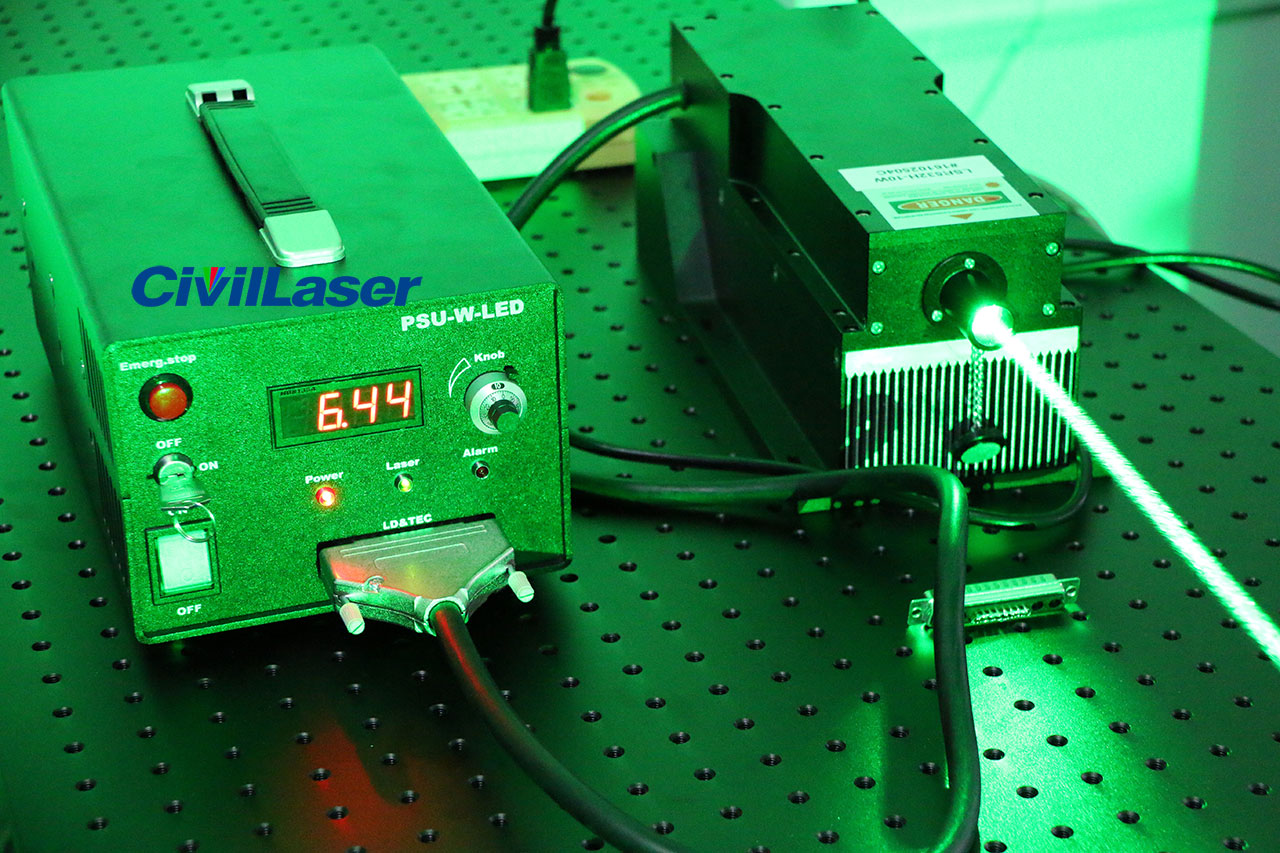
図1.ヒートシンクがないと、長時間連続して動作できません
場合によっては、ユーザーは高出力レーザーを長時間連続して動作させる必要があります。方法はありますか?
実際の作業での経験をいくつかまとめて、皆さんと共有します。
1.レーザーを選択
購入時にレーザーがTEC付きかどうかを商人に尋ねます。
TEC(熱電冷却器)は、さまざまな機器の温度制御に広く使用されている半導体冷却チップです。
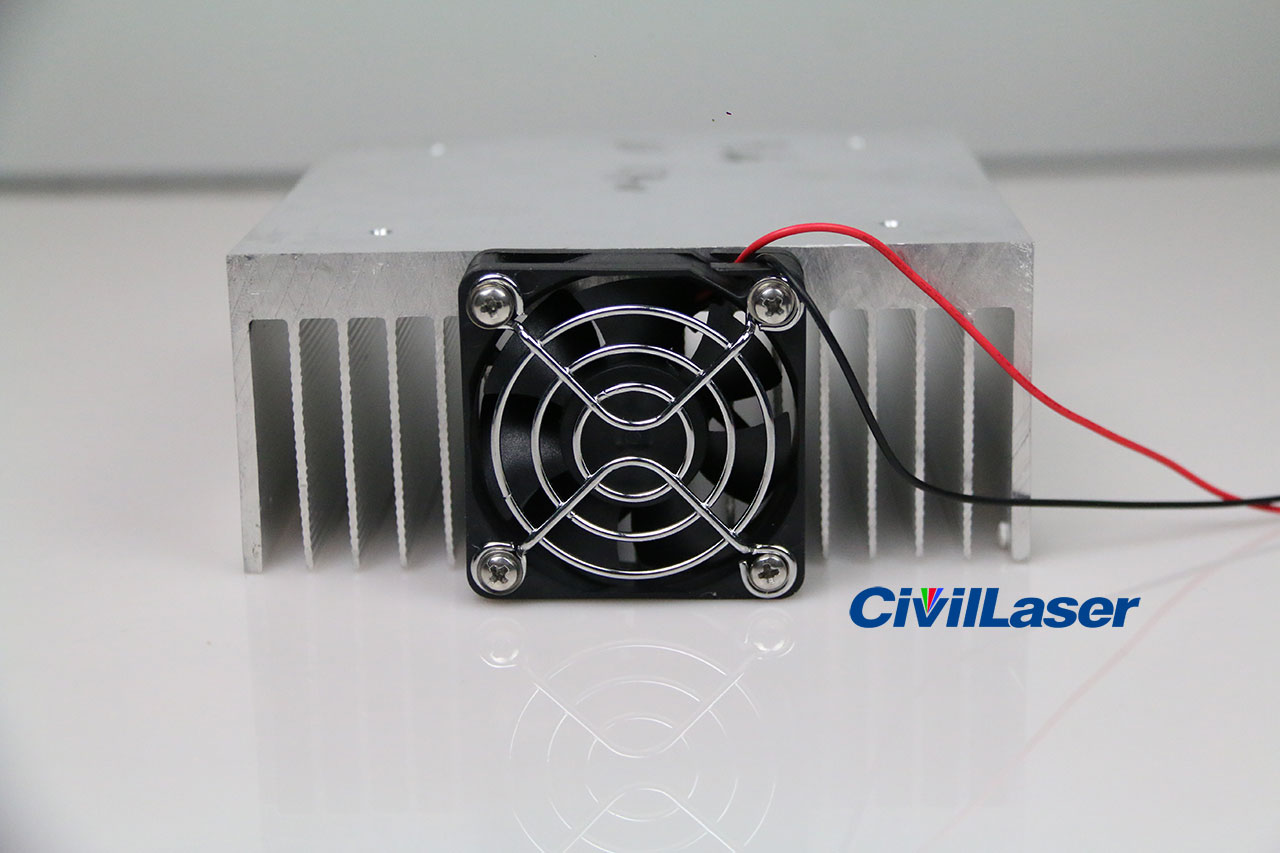
図2.ヒートシンクとファン
高温でレーザーを使用すると、レーザーチューブが損傷するため、過熱保護モジュールも必要です。
温度がレーザー管の限界まで上昇すると、レーザーは自動的に動作を停止する必要があります。
2.熱放散の良い仕事をしてください
熱放散が行われている限り、高出力レーザーの連続稼働時間を効果的に延長できます。
まず、作業環境の温度を調整します。高温の作業環境にレーザーを置かないでください。
レーザーにヒートシンクと空冷装置を追加します。
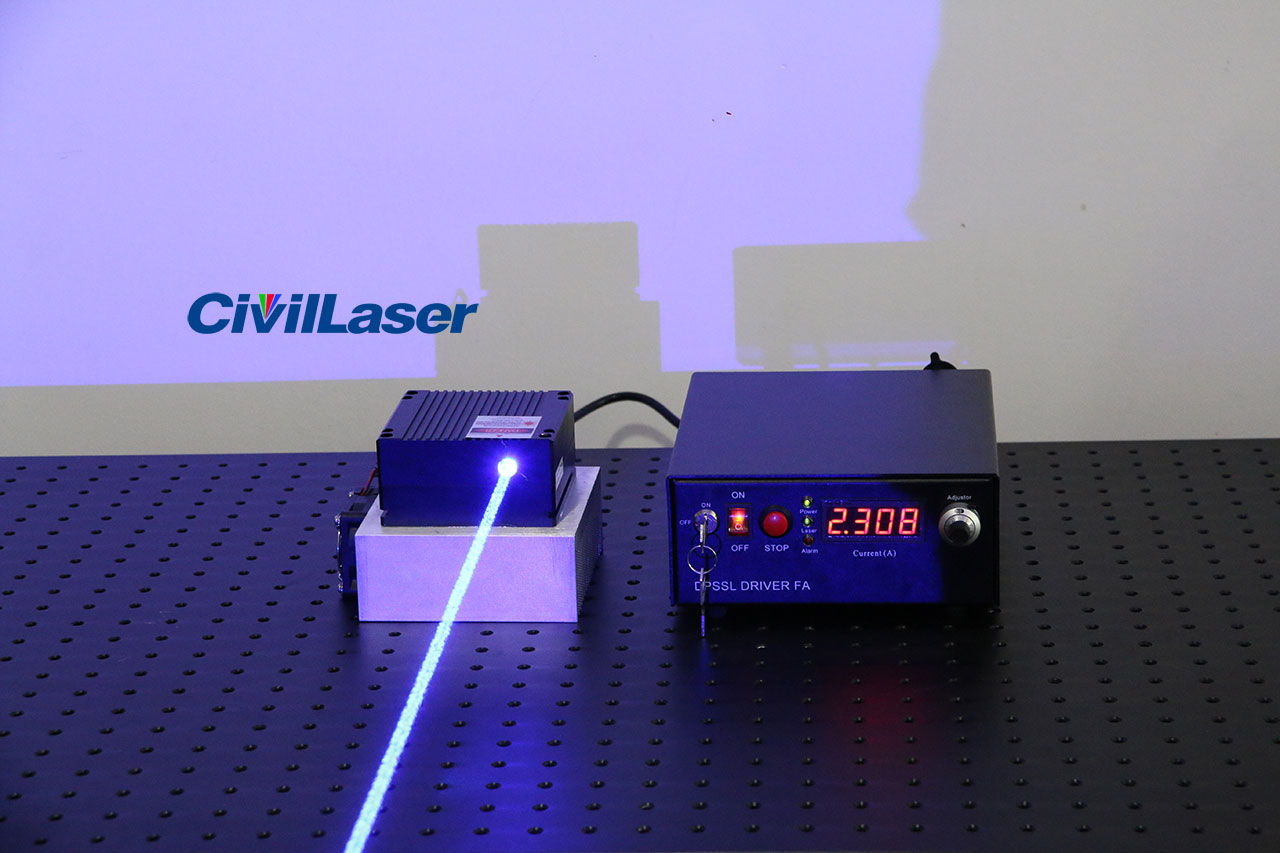
図3.ヒートシンクを装備すると、連続稼働時間を効果的に延長できます
レーザーに水冷装置を追加する方が効果的ですが、この方法は実装が比較的面倒で、実際の作業ではめったに使用されません。
図4.高出力レーザーには一般にヒートシンクを装備する必要がある
シングルモードファイバーのポジティブアライメントカップリング効率
ファイバ端面の電磁場分布はゼロ次ベッセル関数であり、ガウス分布は一般的に次のように近似されます。
 ここで、r0はシングルモードファイバのモードフィールド半径です。 rは、ファイバ端面上の任意の点から中心までの半径距離です。 長距離真空を通過した光波が受信開口に到達すると、平面光波と見なすことができます。 受信レンズの焦点での電磁界分布は次のとおりです。
ここで、r0はシングルモードファイバのモードフィールド半径です。 rは、ファイバ端面上の任意の点から中心までの半径距離です。 長距離真空を通過した光波が受信開口に到達すると、平面光波と見なすことができます。 受信レンズの焦点での電磁界分布は次のとおりです。
 ここで、fは結合レンズの焦点距離です。 λは波長です。 2aはカップリングレンズの開口絞りです。 kは波数です。
ここで、fは結合レンズの焦点距離です。 λは波長です。 2aはカップリングレンズの開口絞りです。 kは波数です。
シングルモードファイバーを効率的に結合するための最も重要な条件は、注入条件(またはモードフィールドマッチング)を満たすことです。シングルモードファイバーに結合されたレーザーは、シングルモードと同じ電磁場分布(振幅と位相)を持ちます。 繊維、および最高のカップリング効率を得ることができます。 実現可能な方法は、焦点エアリースポットとファイバー端面のモード面を比較し、適切なレンズパラメーターを選択して、エアリースポット回折光フィールドとファイバー端面のモード面との差を最小化することです。
空間光シングルモードファイバの結合効率は次のとおりです。
 方程式(1)および(2)を方程式(3)に代入すると、空間光シングルモードファイバのエネルギー結合効率は次のようになります。
方程式(1)および(2)を方程式(3)に代入すると、空間光シングルモードファイバのエネルギー結合効率は次のようになります。
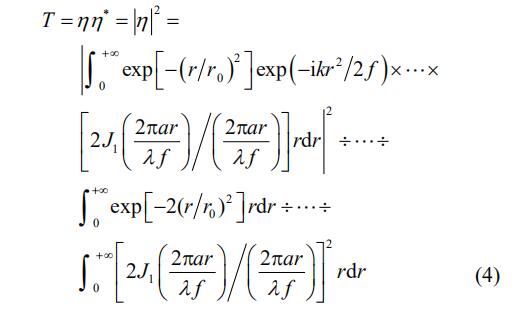 式(4)から、シングルモードファイバと光の波長を選択した場合、2a / fの値(つまり、相対開口の逆数)を変更することでエネルギー結合効率を変更できることがわかります。 分析式は複雑であるため、最高の結合効率の検索はコンピューター数値計算によって実行されます。 計算により、図1に示すように、2a / fとエネルギー結合効率Tの関係曲線が作成されます。
式(4)から、シングルモードファイバと光の波長を選択した場合、2a / fの値(つまり、相対開口の逆数)を変更することでエネルギー結合効率を変更できることがわかります。 分析式は複雑であるため、最高の結合効率の検索はコンピューター数値計算によって実行されます。 計算により、図1に示すように、2a / fとエネルギー結合効率Tの関係曲線が作成されます。
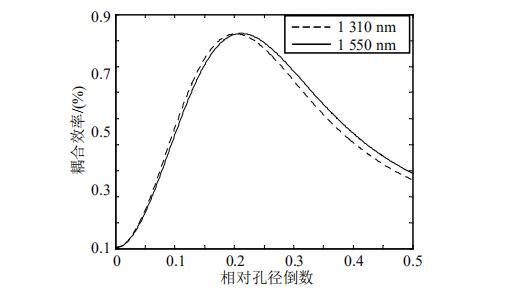
図1から、1 310 nmおよび1 550 nmの波長で読み取り、対応するカップリングレンズの最大カップリング効率と対応する逆数(最適化値)を表1に示します。

図1から、1 310 nmおよび1 550 nmの波長で読み取り、対応するカップリングレンズの最大カップリング効率と対応する逆数(最適化値)を表1に示します。
シングルモードファイバーを効率的に結合するための最も重要な条件は、注入条件(またはモードフィールドマッチング)を満たすことです。シングルモードファイバーに結合されたレーザーは、シングルモードと同じ電磁場分布(振幅と位相)を持ちます。 繊維、および最高のカップリング効率を得ることができます。 実現可能な方法は、焦点エアリースポットとファイバー端面のモード面を比較し、適切なレンズパラメーターを選択して、エアリースポット回折光フィールドとファイバー端面のモード面との差を最小化することです。
空間光シングルモードファイバの結合効率は次のとおりです。
図1空間的シングルモードファイバーアライメント効率とカップリングレンズ相対開口の逆数との関係の曲線
表1シングルモードファイバの最大結合効率に対応する結合レンズの相対開口の逆数
2019年12月20日金曜日
5KWレーザー兵器システム
米国のメディア報道によると、世界最大の航空宇宙企業であるボーイングは、最近、コンパクトレーザー兵器システム(CLWS)が米国空軍と陸軍との一連の重要なデモを完了したことを発表しました。最新のニュースは、5キロワットの出力を持つCLWS兵器が戦闘能力のいくつかのデモンストレーションを正常に完了し、実際の配備の準備ができていることを確認したことを示しています。
テストオペレーターは、ゲームパッドのようなコントローラーを使用して小さなドローンターゲットをロックおよび追跡しましたが、レーザーを発射して失敗しました。標準的なコンテナに固定されたCLWSシステムを使用して、システムオペレーターは最初の操作で約30個のターゲットを正常に破壊しました。

Boeing CLWSプロジェクトマネージャーのKurt Sorenson氏は次のように述べています。「CLWSシステムの使いやすさ、成熟度、およびコマンドアンドコントロール(C2)ネットワークへのシームレスな統合について多くのフィードバックを受け取りました。 5つのテストサイトで軍人にCLWSの機能を実証しました。非常に高い成功率で無数のドローンを破壊しました。」
CLWSシステムには、検出用のレーダーシステムやターゲット認識/選択用の高解像度センサーシステムなど、統合された反UAVシステムコンポーネントが含まれていることが報告されています。 MFIXの演習中、CLWSシステムは、「ステアリングプロンプト」機能によって提供されるターゲット検証サービスの助けを借りて、インターセプト操作を正常に完了しました。この機能により、レーダーセンサーは、イメージングシステムにターゲットの位置とエンゲージ(レーザーの発射)を通知できます。
さらに、ボーイングが元々開発および納入した他の2つの高エネルギーレーザー(HEL)武器の実証に成功しました。これには、STRYKERプラットフォームに搭載された米軍のモバイル遠征高エネルギーレーザー(MEHEL)と、大口径、高出力陸軍高エネルギーレーザーモバイルテスト車両(HELMTT)。
ボーイングのレーザーおよびオプトエレクトロニクスシステムのプロジェクトマネージャーであるロンダウクは、次のように述べています。「コンパクトレーザー兵器システムからハイパワー戦術グレードシステムまで、さまざまな高エネルギーレーザー兵器におけるボーイングの継続的な開発は、この技術の成熟度の証です私たちは、実績のあるCLWSシステムにより、今日の戦闘機に反無人航空機システム(C-UAS)を提供し、軍隊の保護能力を強化する準備ができています。」

2018年、ボーイングは米国国防総省の顧客に複数のCLWSシステムプロトタイプを提供しました。限られたユーザー評価の一環として、これらのシステムはほぼ6か月間海外で展開されています。
テストオペレーターは、ゲームパッドのようなコントローラーを使用して小さなドローンターゲットをロックおよび追跡しましたが、レーザーを発射して失敗しました。標準的なコンテナに固定されたCLWSシステムを使用して、システムオペレーターは最初の操作で約30個のターゲットを正常に破壊しました。
Boeing CLWSプロジェクトマネージャーのKurt Sorenson氏は次のように述べています。「CLWSシステムの使いやすさ、成熟度、およびコマンドアンドコントロール(C2)ネットワークへのシームレスな統合について多くのフィードバックを受け取りました。 5つのテストサイトで軍人にCLWSの機能を実証しました。非常に高い成功率で無数のドローンを破壊しました。」
CLWSシステムには、検出用のレーダーシステムやターゲット認識/選択用の高解像度センサーシステムなど、統合された反UAVシステムコンポーネントが含まれていることが報告されています。 MFIXの演習中、CLWSシステムは、「ステアリングプロンプト」機能によって提供されるターゲット検証サービスの助けを借りて、インターセプト操作を正常に完了しました。この機能により、レーダーセンサーは、イメージングシステムにターゲットの位置とエンゲージ(レーザーの発射)を通知できます。
さらに、ボーイングが元々開発および納入した他の2つの高エネルギーレーザー(HEL)武器の実証に成功しました。これには、STRYKERプラットフォームに搭載された米軍のモバイル遠征高エネルギーレーザー(MEHEL)と、大口径、高出力陸軍高エネルギーレーザーモバイルテスト車両(HELMTT)。
ボーイングのレーザーおよびオプトエレクトロニクスシステムのプロジェクトマネージャーであるロンダウクは、次のように述べています。「コンパクトレーザー兵器システムからハイパワー戦術グレードシステムまで、さまざまな高エネルギーレーザー兵器におけるボーイングの継続的な開発は、この技術の成熟度の証です私たちは、実績のあるCLWSシステムにより、今日の戦闘機に反無人航空機システム(C-UAS)を提供し、軍隊の保護能力を強化する準備ができています。」

2018年、ボーイングは米国国防総省の顧客に複数のCLWSシステムプロトタイプを提供しました。限られたユーザー評価の一環として、これらのシステムはほぼ6か月間海外で展開されています。
ファイバー結合ダイオードレーザーモジュール -- 808nm
半導体レーザーファイバーカップリングでは、ビームの品質を評価するために、光学パラメーター製品(BPP、fBPP)の概念が通常使用されます。

ここで、d0 / 2はビームウエストの半径で、θ0は遠視野発散半角です。 半導体レーザーファイバーカップリングでは、集光スポットのサイズと発散角をファイバーコア径と開口数(NA)よりも小さくする必要があります半導体レーザービーム後のビームスポットは正方形であり、遠視野分布も正方形であるため、ファイバーのコア径 NAとNAは両方とも対称的に分布しているため、集束ビームの高速軸と低速軸のビーム品質は次の条件を満たす必要があります。

ここで、fBPP-FAとfBPP-SAはそれぞれ半導体レーザーの高速および低速ビーム品質であり、fBPP-Fはファイバーの光学パラメーター積です。 式(2)は、集束ビームとファイバーの最適な結合関係を示しています。
一般的に、半導体レーザーのビーム品質は、高速軸と低速軸の方向で大きく異なります。実験で使用した808nm半導体レーザーを例にとると、高速軸の発光サイズは1μm、低速軸の発光サイズは200μm、対応する発散角は70°×11°です 95%のエネルギー)、式(1)から、速軸方向のビーム品質は優れていますが、発散角が大きく、これは単軸半導体レーザーの速軸方向の重ね合わせには役立ちません。 )高速軸の発散角を圧縮します。 半導体レーザーの速軸発散角が大きすぎるため、実験で使用したFACはコリメート中に発生する収差を低減する非球面シリンドリカルレンズです。遅軸発散角は比較的小さいため、遅軸コリメータ(SAC) 球面シリンドリカルレンズを使用できます。 図1は、単管半導体レーザーの高速軸と低速軸のコリメーションの概略図です。


表1は、コリメーション前後の1軸半導体レーザーのビーム品質を示しています。遅軸方向のビーム品質は、速軸方向のビーム品質よりもはるかに悪いことがわかります。したがって、遅軸方向のビーム品質を等しくするには、ビームを速軸方向に重ね合わせる必要があります。 各FACの高さは1.5 mmであるため、2つの半導体レーザーそれぞれの高さの差は1.5 mmです。 計算により、12個の半導体レーザーをファスト軸方向に重ね合わせることができることがわかります。実験では、ステップアレイ構造を使用し、各ステップの高さは1.5mmです。レーザー透過の機械的構造と光路差を考慮して、12個のレーザーを設計します。 半導体レーザーはそれぞれ2つのステップヒートシンクに溶接され、各ステップヒートシンクには6つのレーザーが含まれます。このように、高速軸と低速軸のサイズは9mmx5.6mm、発散角は3mradx8.8mrad、高速軸と低速軸のビーム品質はそれぞれ

2つのラダーヒートシンクは同じ高さに固定され、一方のレーザービームはプリズムを平行移動することにより速軸方向に9 mm増加します。そのため、他のレーザービームよりも高くなります。その後、2つのビームは反射プリズムによって速軸方向に重ねられ、それにより達成されます スペースをマージします。
式(5)は、並進プリズム変位の計算式です。 ここで、dは並進プリズムの厚さ、nは材料の屈折率、Iはビームの入射角、I 'はビームの屈折角です。 図2は、水平ビームシフトの原理を示しています。 プリズムの傾斜面に45°でレーザービームが入射し、垂直並進が9mmの場合、プリズムはフューズドシリカJGS1光学ガラスを使用し、プリズムの角度は45°であり、プリズムの長さは24.7mm、高さは 20mmです。


図3は、半導体レーザーのビーム結合の概略図です。 空間結合の後、12層のレーザー光源が速軸上に形成されます。このとき、速軸方向のビーム品質は

ビーム品質が変わらない条件下で半導体レーザーファイバーカップリングモジュールの出力が確実に改善されるように、形成された2つのユニットは偏光結合プリズム(PBS)によって結合されます。実験で使用した半導体レーザーはすべてP偏光であるため、ユニットの1つはまずλ/ 2波長板を介してS偏光に変換され、次にPBSプリズムを通過して、P偏光が透過し、S偏光が反射されます。入射ビームのパワーは、PBSの偏光ビーム結合フィルムの同じ領域で2倍になるため、偏光ビーム結合後のビーム品質は理論的には変化しません。
偏光ビームの結合後、高速ビームと低速ビームの品質は近くなりますが、高速軸の発散角は3mrad、低速軸の発散角は8.8mrad、低速軸の発散角は高速軸の約3倍です。ビーム拡大システムは、低速軸ビームを拡大して高速軸と低速軸の発散角を等しくするため、フォーカシング後にファイバーの端面に正方形のスポットを得ることができます。実験では、逆ガリレオ伸縮構造を使用して、曲率r1 = 11.33mmおよびr2 = 48の平凹シリンダーと平凸シリンダーで構成される3重円筒形ビームエクスパンダーシステムを設計しました。 72mm。ビーム拡大システムを通過した後、スロー軸の発散角は3倍に減少します。これは、ファスト軸の発散角にほぼ等しくなります。 Zemax光学設計ソフトウェアを使用して、非球面集束レンズグループのセットは、結合後にビームを集束するように設計されています。レンズの焦点距離は74mmで、伝達関数は回折限界に近く、高い結合効率を保証します。
3実験結果の分析
実験では、波長808 nmの単管半導体レーザーを使用しました。各レーザーは、8.5 Aの電流励起で8 Wの連続出力、1.1 W / Aのスロープ効率、45%の電気光学変換効率を有していました。 24個のレーザーが4つのグループに分けられ、4つのステップヒートシンクに溶接されています。各ステップヒートシンクには、ファスト軸方向に6つのレーザーがあります。まず、すべてのレーザーの高速および低速軸コリメーションはFACおよびSACによって実行され、OPHIR社のCCDを使用して、単一チューブ半導体レーザーの遠視野ビームコリメーションを観察および測定します。発散角は4mradであり、これは実験設計値を超えています。これにより、高速軸ビームの品質が設計値よりも高くなります。このエラーは主に、単一チューブ半導体レーザーの速軸のガウス分布によるもので、コリメーション後も、エネルギーの一部は依然として主要な光強度範囲外に分布するため、発散角が大きくなります。低速軸コリメータは処理中に垂直性を完全に保証することはできないため、高速軸のコリメーション効果にも影響します。 2つのステップヒートシンク上のレーザーから放出された2つのコリメートされたレーザーは、ファスト軸の方向に空間的に結合されます.2つの空間的に結合されたユニットは偏光されて結合されます。最後に、自己設計のビーム拡大集束システムが使用されます。コア径300μm、NA 0.22のファイバーへの結合。

図5と図6は、それぞれ、フォーカスモニターのビーム品質アナライザーで測定されたフォーカススポットとビーム品質のM2係数を示しています。 図5から、ファスト軸のスポットサイズがスロー軸のスポットサイズよりも大きいことがわかります。これは主に、前回の分析でファスト軸の発散角が設計値を超えているためです。


一般に、BPP値はM2係数を測定することで計算されます図6は、M2が72であることを示しています。

式(6)から、速軸方向のビーム品質は18.5mm.mrad、遅軸方向のビーム品質は14.2mm.mradであると計算されます。遅軸ビームの品質は設計値よりも大きい一方で、電流の増加に伴って遅軸の発散角が増加するため、ビーム品質が悪化しますが、一方で、半導体レーザーをはんだ付けすると、低温はんだが溶けて熱応力が発生し、レーザーが作られます水平方向の位置は理想的な位置からずれているため、SACは設置と試運転が難しく、各レーザーコリメーション後のビームの遅軸方向にわずかな指向性誤差が生じますが、ビーム拡大プロセス中に指向性誤差が増加し、光スポットが生じます。サイズが大きくなると、集束ビームの開口数は集束プロセス中の設計値よりも大きくなり、エネルギーのこの部分は光ファイバー伝送プロセス中に失われます。
実験では、すべての半導体レーザーを直列に接続し、室温で異なる動作電流でファイバーの出力パワーを測定します。テストデータとレーザーの元のパワーとの比較に基づいて、モジュールのパワー電流特性曲線と結合効率を取得します。図7に示すように、モジュールの動作電流が8.5Aの場合、ファイバーの出力電力は162Wであり、結合効率は84%に達します。実験で使用した高エネルギーファイバーの端面はコーティングされておらず、フレネル反射が生成され、2つの端面のそれぞれでエネルギーの4%が失われました。

4結論
複数のレーザーの統合は、単一チューブビーム結合技術を使用して実現されます。複数の半導体レーザーが結合されてファイバーに結合されます。モジュール内のすべての半導体レーザーは直列に接続されます.8.5 Aの電流励起では、コア径は300μm、NAは0.22です。 ファイバーの出力は162Wで、結合効率は84%です。 現在、高速軸ビーム品質の偏差の問題は、高速軸ビーム品質を設計値に近づけるために解決されています。
2019年12月18日水曜日
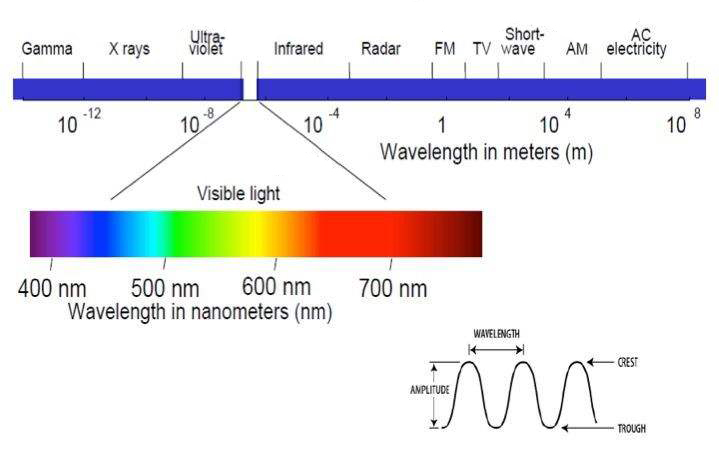
世界で最も短い波長レーザー -- 271.8nm
日本の研究者は、世界で最も短い波長のレーザーを生成できるデバイスを開発しました。ノーベル賞受賞者は、このブレークスルーが世界的な製造業の劇的な変化につながると予測しています。
レーザーは、医療および製造ツールを含む精密機器および機器で使用されます。名古屋大学と旭化成の科学者チームによると、レーザーの波長が短いほど、カットの精度が上がります。
研究者は、半導体からレーザー発生器を作ったと言います。このデバイスは、271.8nm(1nmは10億分の1メートル)の波長のレーザーを生成できます。 2008年に報告された半導体装置の前の最短波長は336nmでした。レーザー装置は、小型の内視鏡と組み合わせることが期待されており、さまざまな目的に使用できます。
記者会見で、名古屋大学の工学教授で2014年のノーベル物理学賞受賞者である天野博氏は、「小型デバイスは世界中の製造に革命をもたらすでしょう」と語った。
チームは、デバイス用の高品質の窒化アルミニウム基板を開発し、抵抗を低減しました。世界で最も短い波長は常温で記録され、パルス電流は50ナノ秒です。現在、このデバイスは非常に短い時間しか発光しません。チームは、数年以内にデバイスを改善し、将来的に市場に投入する予定です。
レーザーは、医療および製造ツールを含む精密機器および機器で使用されます。名古屋大学と旭化成の科学者チームによると、レーザーの波長が短いほど、カットの精度が上がります。
研究者は、半導体からレーザー発生器を作ったと言います。このデバイスは、271.8nm(1nmは10億分の1メートル)の波長のレーザーを生成できます。 2008年に報告された半導体装置の前の最短波長は336nmでした。レーザー装置は、小型の内視鏡と組み合わせることが期待されており、さまざまな目的に使用できます。
記者会見で、名古屋大学の工学教授で2014年のノーベル物理学賞受賞者である天野博氏は、「小型デバイスは世界中の製造に革命をもたらすでしょう」と語った。
チームは、デバイス用の高品質の窒化アルミニウム基板を開発し、抵抗を低減しました。世界で最も短い波長は常温で記録され、パルス電流は50ナノ秒です。現在、このデバイスは非常に短い時間しか発光しません。チームは、数年以内にデバイスを改善し、将来的に市場に投入する予定です。
2019年12月16日月曜日
一般的なレーザーサイト
適切なレーザーサイトを選択するには?
一般的なレーザーサイトは、赤、緑、赤外線、ホログラフィックのレーザーサイトです。
次に、これらの一般的なレーザーサイトの長所と短所について説明します。
利点:赤はより隠されており、低消費電力で、長時間オンにすることができ、低価格です。
短所:日中または長距離での効果が悪い。

利点:緑色レーザーは高輝度で、長距離で複雑な気象環境により適しています。
短所:明るさが高いため、見つけるのも簡単です。価格は赤灯よりもわずかに高価です。

3.赤外線レーザーサイト
利点:赤外線レーザーは目に見えないため、赤外線レーザーサイトの最大の利点は、隠蔽性が高いことです。
短所:使用するのが面倒で、使用するには赤外線暗視眼鏡が必要です;価格も高いです。

4.ホログラフィックレーザーサイト
長所:隠蔽性が良い。
短所:価格は高く、一般に武器のアクセサリーとして使用され、購入が困難です。


2019年12月13日金曜日
2019年12月11日水曜日
405nm LED光源結合SMA905ファイバ
405nmの青紫色LED光源です。 この導かれた光は、ファイバーとSMA905インターフェースを結合しました。 小さなサイズの調整可能な電源ボタンは、非常に人気のある実験用光源です。今すぐ確認しましょう。
光ファイバ結合LDモジュールの温度制御技術
さまざまな使用条件に応じて、LDモジュールの温度制御は、水冷や空冷などの冷却方法を採用できます。 本書では、半導体冷却(TEC)温度制御モードを採用しています。このモードには、小型で低消費電力という利点があります。 図8は、LD駆動モジュールとTEC制御構造の概略図です。 主にLDチップセット、チップキャリア、PINバックモニタリングフォトダイオード、TEC熱電デバイス、NTCプラチナ抵抗温度センサー、LD駆動レーザー電流源モジュール、TEC温度制御電流源モジュールなどで構成されています。 ラインフィルターは電磁適合性フィルターです。

図8のLEDモジュールのTEモジュール温度制御回路の概略図を図9に示します。正の温度係数を持つプラチナ抵抗Rtがチップキャリアの表面に取り付けられています。 電流源は、オペアンプで構成される小さな電流の定電流源であり、プラチナ抵抗器の両端のDC電圧を検出することにより、LDモジュールの温度と温度変化率を計算し、異なる環境条件下で異なるTEC駆動電流の使用を決定します。 温度制御を最適化する(または最適に近づける)目的。

出力電流が制御電圧に比例するDC / DC変換などで構成されるV / I変換回路は、TECに駆動電流を供給し、その出力電流はADUC8311シングルチップマイクロコンピューターのDAC0ポートから出力されるDC電圧によって制御されます。電流は0〜5 Aです。 継続的に制御可能。 DAC1ポートからのDC電圧出力は、V / I変換回路のオン/オフを制御して電源保護機能を完了するために使用されます。 コンバータブリッジ回路のスイッチSおよびSは、非常に低いオン抵抗のMOS電界効果トランジスタを備えた非接触スイッチで構成され、マイクロコントローラの2つのI / OポートがスイッチS1およびS2のオンとオフを制御します。 同時にオンにし、S1とS2に回路設計のインターロック機能を持たせます。 TECを流れる電流の方向を変更することにより、冷却または加熱モードが変更されます。 図では、RsはTECの動作電流検出サンプリング抵抗であり、TECを流れる動作電流は、両端の電圧を検出することで計算されます。
図8のLEDモジュールのTEモジュール温度制御回路の概略図を図9に示します。正の温度係数を持つプラチナ抵抗Rtがチップキャリアの表面に取り付けられています。 電流源は、オペアンプで構成される小さな電流の定電流源であり、プラチナ抵抗器の両端のDC電圧を検出することにより、LDモジュールの温度と温度変化率を計算し、異なる環境条件下で異なるTEC駆動電流の使用を決定します。 温度制御を最適化する(または最適に近づける)目的。
出力電流が制御電圧に比例するDC / DC変換などで構成されるV / I変換回路は、TECに駆動電流を供給し、その出力電流はADUC8311シングルチップマイクロコンピューターのDAC0ポートから出力されるDC電圧によって制御されます。電流は0〜5 Aです。 継続的に制御可能。 DAC1ポートからのDC電圧出力は、V / I変換回路のオン/オフを制御して電源保護機能を完了するために使用されます。 コンバータブリッジ回路のスイッチSおよびSは、非常に低いオン抵抗のMOS電界効果トランジスタを備えた非接触スイッチで構成され、マイクロコントローラの2つのI / OポートがスイッチS1およびS2のオンとオフを制御します。 同時にオンにし、S1とS2に回路設計のインターロック機能を持たせます。 TECを流れる電流の方向を変更することにより、冷却または加熱モードが変更されます。 図では、RsはTECの動作電流検出サンプリング抵抗であり、TECを流れる動作電流は、両端の電圧を検出することで計算されます。
2019年12月4日水曜日
最新のEDFA-Er添加ファイバ増幅器 製品一覧表
最新のEDFA-Er添加ファイバ増幅器 製品一覧表
エルビウム添加ファイバ増幅器(EDFA)は、CバンドとLバンドで使用される光増幅器であり、光ファイバの損失は光通信波長帯域全体で最も低くなります。
エルビウム添加ファイバ増幅器(EDFA)は、CバンドとLバンドで使用される光増幅器であり、光ファイバの損失は光通信波長帯域全体で最も低くなります。
EDFAタイプ
|
EDFAの説明
|
製品リンク
|
| EDFA-C-PA 単チャネル |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1530〜1565nm Cバンド PA:プリアンプ、小信号アンプ 単一チャネル:単一波長増幅に推奨されます。 多波長光源が増幅される場合には、利得の平坦性が大きすぎます。 利得平坦性:3dB | |
| EDFA-C-BA 単チャネル |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1530〜1565nm Cバンド BA:ブースターアンプ、パワーアンプ 単一チャネル:単一波長増幅、高出力パワーに推奨されます。 多波長光源が増幅される場合には、利得の平坦性が大きすぎます。 利得平坦性:3dB | |
| EDFA-C-PA-利得平坦化 |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1530〜1565nm Cバンド PA:プリアンプ、小信号アンプ 平坦な利得:多波長光源増幅、優れた利得平坦性にもおすすめ。 利得平坦性: 1.5dB(Type) 0.8dB(Min) | |
| EDFA-C-BA-利得平坦化 |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1530〜1565nm Cバンド BA:ブースターアンプ、パワーアンプ 平坦な利得:多波長光源増幅、優れた利得平坦性にもおすすめ。 利得平坦性: 1.5dB(Type) 0.8dB(Min) | |
| EDFA-C-PA-PM |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1530〜1565nm Cバンド PA:プリアンプ、小信号アンプ PM:PM1550ファイバー、偏波保持型EDFA | |
| EDFA-C-BA-PM |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1530〜1565nm Cバンド BA:ブースターアンプ、パワーアンプ PM:PM1550ファイバー、偏波保持型EDFA | |
| EDFA-L-BA |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1570~1603 Lバンド BA:ブースターアンプ、パワーアンプ | |
| EDFA-高出力 |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1540~1565 nm 出力パワー: 27/30/33/35/37/40 dBm | |
| EDFA-In-Line Amplifier |
EDFA:エルビウム添加ファイバ増幅器
波長範囲:1530~1565nm Cバンド In-Line:シングルチャネルエルビウムドープファイバインラインアンプ |
2019年11月21日木曜日
CivilLasersのレーザー製品認証の概要
CivilLasersのレーザー製品認証の概要
以下は、CivilLaserのレーザー製品の一部のレーザー認証です。
(各製品の証明書は異なります。以下はほんの一部のサンプルです。)
1.レーザーモジュールのCE LVD認定。
2.レーザーモジュールのCE EMC認証。
3.ファイバーレーザーのFDA番号。
4.ファイバーレーザーのFCC認定。
5.ファイバーレーザーのIC認証。
6.ファイバーレーザーのROHS認証。
7.ファイバーレーザーのCE-EMC-認証。
8.ファイバーレーザーのCE-LVD認証。
注意:
1.お客様のニーズに応じて、さまざまな証明書を申請できます。
2.カスタムレーザー製品は、デフォルトでは認定されていません。
お客様が必要な場合にのみ、さまざまな種類の認証を申請します。
3.認証料は、注文の実際の状況に応じて、解決するために顧客と交渉します。
1.レーザーモジュールのCE LVD認定。
01-LaserModule-CE LVD Certification.pdf
2.レーザーモジュールのCE EMC認証。
02-LaserModule-CE EMC Certification.pdf
3.ファイバーレーザーのFDA番号。
03 FDA number for fiber laser.pdf
4.ファイバーレーザーのFCC認定。
04 FCC-Certification for fiber laser.pdf
5.ファイバーレーザーのIC認証。
05 IC-Certification for fiber laser.pdf
6.ファイバーレーザーのROHS認証。
06 ROHS-Certification for fiber laser.pdf
7.ファイバーレーザーのCE-EMC-認証。
07 CE-EMC-Certification for fiber laser.pdf
8.ファイバーレーザーのCE-LVD認証。
08 CE-LVD-Certification for fiber laser.pdf
以下は、CivilLaserのレーザー製品の一部のレーザー認証です。
(各製品の証明書は異なります。以下はほんの一部のサンプルです。)
1.レーザーモジュールのCE LVD認定。
2.レーザーモジュールのCE EMC認証。
3.ファイバーレーザーのFDA番号。
4.ファイバーレーザーのFCC認定。
5.ファイバーレーザーのIC認証。
6.ファイバーレーザーのROHS認証。
7.ファイバーレーザーのCE-EMC-認証。
8.ファイバーレーザーのCE-LVD認証。
注意:
1.お客様のニーズに応じて、さまざまな証明書を申請できます。
2.カスタムレーザー製品は、デフォルトでは認定されていません。
お客様が必要な場合にのみ、さまざまな種類の認証を申請します。
3.認証料は、注文の実際の状況に応じて、解決するために顧客と交渉します。
01-LaserModule-CE LVD Certification.pdf
2.レーザーモジュールのCE EMC認証。
02-LaserModule-CE EMC Certification.pdf
3.ファイバーレーザーのFDA番号。
03 FDA number for fiber laser.pdf
4.ファイバーレーザーのFCC認定。
04 FCC-Certification for fiber laser.pdf
5.ファイバーレーザーのIC認証。
05 IC-Certification for fiber laser.pdf
6.ファイバーレーザーのROHS認証。
06 ROHS-Certification for fiber laser.pdf
7.ファイバーレーザーのCE-EMC-認証。
07 CE-EMC-Certification for fiber laser.pdf
8.ファイバーレーザーのCE-LVD認証。
08 CE-LVD-Certification for fiber laser.pdf
2019年11月20日水曜日
440nm ダイオードレーザー CW TTL アナログ変調
2019年11月19日火曜日
9000mW 465nm 最も強力な 青色レーザービーム
520nm 2W 緑色固体レーザー 出力パワー調整可能
520nmの緑色レーザーシステムです。 0〜2Wのレーザー出力は、電流調整器により調整可能です。 連続作業とTTL /アナログ変調をサポートしています。 一緒に3作業モード。 レーザーの安定性は非常に良好です。
2019年11月14日木曜日
機器、モジュール、およびコンポーネントの違いは何ですか?
機器、モジュール、およびコンポーネントの違いは何ですか?
違いは通常、価格、機能セット、およびサイズです。
機器には通常、ノブとボタンの調整を備えたフロントパネルと、レーザーダイオードの動作を追跡する何らかの形式のディスプレイがあります。これらはすべて、USB、RS-232、RS-485、またはGPIBを介したコンピューター制御で自動化できます。機器は通常、DC電源ではなくACから給電されます。
私たちの定義では、モジュールにはディスプレイや電源は含まれず、最小限の調整が必要です。ステータスを監視するために、外部の電圧計が電圧を測定し、モジュールのデータシートが電圧を実際のレーザーダイオード電流またはフォトダイオード電流に変換する伝達関数を提供します。
可動部品のないコンポーネントはさらに削除されます。外付けの抵抗またはコンデンサで動作パラメータを設定します。安全機能は、3つのフォームすべてに共通です。通常、モジュールはベンチトップに設置するか、ケーブルを使用してシステムに統合できます。コンポーネントは、プレートスルーまたは表面実装(SMT)ピンを使用して、プリント回路基板(PCB)に直接取り付けます。 2列のピンはDIPパッケージング(デュアルインライン)と呼ばれ、1列のピンはSIPパッケージング(シングルインライン)と呼ばれます。
さまざまな既製のコントローラが、機器とOEMパッケージの両方で利用できます。一部のベンダーは、たとえば、ミニ機器としてコンポーネントのUSB制御を提供するなど、境界を曖昧にしています。コンポーネントとモジュールのパッケージには、回路要素の適切なヒートシンク(またはデバイスをヒートシンクする方法に関するガイダンス)が含まれ、通常は適切なケーブル接続が含まれますレーザーダイオードと電源。機器には電源コードが含まれており、ケース内でユーザーがアクセスする必要はありません。
違いは通常、価格、機能セット、およびサイズです。
機器には通常、ノブとボタンの調整を備えたフロントパネルと、レーザーダイオードの動作を追跡する何らかの形式のディスプレイがあります。これらはすべて、USB、RS-232、RS-485、またはGPIBを介したコンピューター制御で自動化できます。機器は通常、DC電源ではなくACから給電されます。
私たちの定義では、モジュールにはディスプレイや電源は含まれず、最小限の調整が必要です。ステータスを監視するために、外部の電圧計が電圧を測定し、モジュールのデータシートが電圧を実際のレーザーダイオード電流またはフォトダイオード電流に変換する伝達関数を提供します。
可動部品のないコンポーネントはさらに削除されます。外付けの抵抗またはコンデンサで動作パラメータを設定します。安全機能は、3つのフォームすべてに共通です。通常、モジュールはベンチトップに設置するか、ケーブルを使用してシステムに統合できます。コンポーネントは、プレートスルーまたは表面実装(SMT)ピンを使用して、プリント回路基板(PCB)に直接取り付けます。 2列のピンはDIPパッケージング(デュアルインライン)と呼ばれ、1列のピンはSIPパッケージング(シングルインライン)と呼ばれます。
さまざまな既製のコントローラが、機器とOEMパッケージの両方で利用できます。一部のベンダーは、たとえば、ミニ機器としてコンポーネントのUSB制御を提供するなど、境界を曖昧にしています。コンポーネントとモジュールのパッケージには、回路要素の適切なヒートシンク(またはデバイスをヒートシンクする方法に関するガイダンス)が含まれ、通常は適切なケーブル接続が含まれますレーザーダイオードと電源。機器には電源コードが含まれており、ケース内でユーザーがアクセスする必要はありません。
2019年11月13日水曜日
266nm UVレーザー -- CivilLasers.com
レーザーダイオード(LD)エンドポンプNd:YAG音響光学Qスイッチ高ピーク出力266 nm UVレーザーが報告されています。 レーザーは、LBOとBBOをそれぞれ2倍周波数と4倍周波数の結晶として持つコンパクトなフラットキャビティ構造を使用します。 実験は、高偏光比LDアレイ(40:1)、低偏光比LDアレイ(5:1)、および低偏光LDアレイキャビティを使用して実行されました。 注入電力が25 W、変調周波数が10 kHzの場合、上記の構造では、それぞれ0.85、0.61、0.72 Wの266 nmのUV出力が得られます。 中でも、高偏光比のLDアレイの出力は最も高く、単一パルスエネルギーは85μJ、パルス幅は5 ns、ピーク出力は最大17 kW、ポンプ光の紫外光への光から光への変換率は3.4%です。
紫外線レーザーは、その高い単一光子エネルギーと小さな回折効果により、蛍光検出、微細加工、リソグラフィーで広く使用されています。現在、産業および科学研究の分野では、紫外線レーザーを得る方法は主に気体紫外線レーザーと固体に分けられます。 レーザーには2つのタイプがあります。 ガス紫外線レーザーには、エキシマレーザー、水素イオンレーザー、窒素分子レーザーが含まれますが、ガスレーザーは、サイズが大きく、寿命が短く、長期メンテナンスのため、レーザーダイオード(LD)で励起される固体紫外線レーザーに置き換えられています。 全固体UVレーザーを取得する最も簡単な方法は、エルビウムをドープした固体レーザーの近赤外波でキャビティ内またはキャビティ外の周波数変換を実行して、3次または4次高調波を生成することです。 高出力エンドポンプUVレーザーは、レーザー結晶としてNd:YVO4を使用します。これは、繰り返し周波数は高くなりますが、ピーク出力は低くなります。 より高いピーク出力を得るために、本論文では、LDエンドポンプNd:YAG音響光学Qスイッチ高ピーク出力UV 266 nmレーザーについて報告します。
1. 実験装置
実験のセットアップを図1に示します。LDはLIMOの最大出力30W、中心波長は808.7nm、スペクトル幅は2nm、水平偏光、偏光比は30:1、ファイバー結合出力、ファイバーコア径400μm、開口数です。 NA 0.22; 1:1.5の画像結合システム; Nd:YAGサイズ3 mm×3 mm×7 mm、ドーピング濃度0.7%、左808nm高透過性、1064 nm高反射膜、右端めっき1064nm銅箔ヒートシンクにインジウム箔で包まれた反射防止コーティング、NEOS製の音と光のQスイッチ、超音波周波数40MHz、シャットダウン電力10W; M 1は赤外線出力ミラー、左側は1064nm部分透過フィルム(透過型)率T = 30%)、右端に1064 nmの反射防止コーティングが施されています。

一般的に使用される1064 nmダブリングクリスタルは、KTP、LBO、BBOなどです。 KTP結晶は優れた性能、高効率、小さな偏差を持っているため、1064 nmの2次高調波生成実験で広く使用されており、優れた実験室指標を達成しています。しかし、K TPは、特にレーザーの出力が比較的高い場合に、高出力でいわゆる「グレートレース」現象を引き起こします。結晶が形成されると、レーザーの安定性と効率に深刻な影響が及びます。 KTPは、高出力レーザーの非線形結晶としてほとんど使用されません。 BBO結晶は高い有効非線形係数を持ちますが、オフ角が大きく、ビーム品質に重大な影響を与え、BBO潮解性は深刻であり、実際にはほとんど使用されません。要約すると、LBOクリスタルを2倍周波数クリスタルとして使用します。 LBO結晶の実効非線形係数は小さいですが、LBOは分離角が小さく許容角が大きいため、長い結晶を使用して効率を向上させることができます。 LBO両面1064 nmおよび532 nmの2色ARコーティング、切断角度θ= 90°、銅製ヒートシンクに配置、TEC(熱電冷却器)により正確に温度制御。
現在、4倍周波数水晶は、BBOやCLBOを含む少数のアプリケーションで利用できます。 CLBOは優れた性能を発揮しますが、潮解性は深刻であり、現在中国で製品を提供することはできません。BBO水晶は優れた4倍周波数水晶であり、その有効な非線形係数は大きく、市場は非常に成熟した製品を購入できます。実験では、4倍周波数水晶としてBBO水晶を使用し、BBO水晶の両側に1064、532、および266 nmの反射防止コーティングを施し、切断角度はθ= 44.7°でした。
Nd:YAGはQスイッチング後に非常に高いピーク電力を達成できるため、追加のフォーカスシステムは使用されず、システム全体が非常にコンパクトになり、フォーカスの分散効果がなくなります。実験により、フォーカスシステムがなくても非常に高いことが示されています。光から光への変換率。キャビティ長を70 mmにすると、図2に示すように、Nd:YAG結晶上のレーザースポットと熱レンズの焦点距離の関係が計算されます。安定キャビティ法を使用すると、Nd:YAGの熱レンズ焦点距離は、25 Wのポンプ出力で150 mmです。図2から、キャビティは安定した範囲にあり、結晶上のレーザースポット半径は約230μmであり、ポンプスポット半径の比率は0.77であり、これは高出力ポンピングでのモードマッチング要件を満たしていることがわかります。

2. 実験結果と分析
実験結果は、1 064 nmの出力パワーと注入パワーの関係が図3に示されていることを示しています。ポンプ出力が25 Wの場合、連続出力の最大出力は8.1 W、変調周波数が10 kHzでブリュースタープレート(BP)がキャビティに挿入されていない場合、最大出力は6.2 Wです。 BP後の出力電力は5.2 Wです。 1 064 nm赤外レーザーの偏光比を調べます:ポンプ光源が40:1 LDの場合、1 064 nmレーザーの出力偏光比は38:1です;ポンプ光源が5:1 LDの場合、出力は1 064です。 nmレーザー偏光比は5:1です。出力レーザーの偏光比は、ポンプ光源の偏光比とほぼ同じであり、偏光方向は同じであることがわかります。これは、非線形周波数変換プロセスにとって非常に重要です。偏光比が5:1のLDをポンプソースとして使用する場合、キャビティにBPを追加した後の出力レーザーの偏光比は約100:1です。
高偏光比LDポンピング、低偏光比LDポンピング、低偏光比LDポンピングチャンバー+キャビティ外周波数2倍化実験用のBPチップ、変調周波数10 kHzで得られる緑色光出力ポンプ出力の関係を図4に示します。同じポンプパワーで、高偏光比のLDは低偏光比のLD出力のグリーンパワーよりもほぼ25%高くなります。低偏光比のLDポンプの場合、挿入されたBPチップの倍増効率も大きくなります。改善:25 Wの高偏光比LDポンプパワーと10 kHzの変調周波数を使用した場合、最高の緑色光出力パワーは2.2 W、パルス幅は7 ns、ピークパワーは31.4 kWです。さらに4つの周波数の実験で、3つの構造の出力とポンプ出力の関係を図5に示します。変調周波数が10 kHzの場合、偏光比40:1のLDアレイがポンプソースとして使用され、最高出力の266 nmのレーザー出力は0.25 Wです。低偏光比LDアレイは、BPシートとBPピースを追加しない場合のUV出力は、それぞれ0.71 Wと0.62 Wです。


図6は、UVレーザー出力が0.85 Wの場合のスポット写真とパルス波形を示しています。266nmのスポットは楕円形であり、BBOの分離効果が原因であることがわかります。レーザーのパルス幅は5 ns、ピーク出力は最大17 kWです。図7は、25 Wのポンプ電力で3つの異なる構成で得られた出力電力と繰り返し周波数の関係を示しています。高偏光LDおよび変調周波数8 kHzで励起した場合、出力UV電力は0.7 Wで、ピークは17.5 kWです。

 6-7
6-7
3. 結論
コンパクトなフラットキャビティ構造を使用して、高偏光比LDアレイ(40:1)、低偏光比LDアレイ(5:1)、および低偏光LDアレイキャビティを使用して実験を行い、266 nmの出力を得ました。電力は0.85、0.61、0.72 Wです。中でも、高偏光比のLDアレイは、最高出力、単一パルスエネルギー85μJ、パルス幅5 ns、最大出力17.5 kW、ポンプ光から紫外線への光から光への変換率3.4%です。実験では、LDの偏光が基本波の偏光比に大きな影響を与えることが示されています。たとえば、高い偏光比のLDアレイがポンプ光源として使用され、偏光素子がキャビティに追加されていない場合、基本波の偏光は非常に高くなります。レーザーの偏光方向はLDの偏光方向と同じであり、文献でも同様の結果が得られています。この等方性N d:YAGが偏光の励起下で偏光する現象はよく説明されておらず、これはNd:YAGの熱誘起複屈折効果と音響光学Qスイッチの回折に関係していると考えられます。役割に関連して、この現象はさらに議論する必要があります。
紫外線レーザーは、その高い単一光子エネルギーと小さな回折効果により、蛍光検出、微細加工、リソグラフィーで広く使用されています。現在、産業および科学研究の分野では、紫外線レーザーを得る方法は主に気体紫外線レーザーと固体に分けられます。 レーザーには2つのタイプがあります。 ガス紫外線レーザーには、エキシマレーザー、水素イオンレーザー、窒素分子レーザーが含まれますが、ガスレーザーは、サイズが大きく、寿命が短く、長期メンテナンスのため、レーザーダイオード(LD)で励起される固体紫外線レーザーに置き換えられています。 全固体UVレーザーを取得する最も簡単な方法は、エルビウムをドープした固体レーザーの近赤外波でキャビティ内またはキャビティ外の周波数変換を実行して、3次または4次高調波を生成することです。 高出力エンドポンプUVレーザーは、レーザー結晶としてNd:YVO4を使用します。これは、繰り返し周波数は高くなりますが、ピーク出力は低くなります。 より高いピーク出力を得るために、本論文では、LDエンドポンプNd:YAG音響光学Qスイッチ高ピーク出力UV 266 nmレーザーについて報告します。
1. 実験装置
実験のセットアップを図1に示します。LDはLIMOの最大出力30W、中心波長は808.7nm、スペクトル幅は2nm、水平偏光、偏光比は30:1、ファイバー結合出力、ファイバーコア径400μm、開口数です。 NA 0.22; 1:1.5の画像結合システム; Nd:YAGサイズ3 mm×3 mm×7 mm、ドーピング濃度0.7%、左808nm高透過性、1064 nm高反射膜、右端めっき1064nm銅箔ヒートシンクにインジウム箔で包まれた反射防止コーティング、NEOS製の音と光のQスイッチ、超音波周波数40MHz、シャットダウン電力10W; M 1は赤外線出力ミラー、左側は1064nm部分透過フィルム(透過型)率T = 30%)、右端に1064 nmの反射防止コーティングが施されています。

一般的に使用される1064 nmダブリングクリスタルは、KTP、LBO、BBOなどです。 KTP結晶は優れた性能、高効率、小さな偏差を持っているため、1064 nmの2次高調波生成実験で広く使用されており、優れた実験室指標を達成しています。しかし、K TPは、特にレーザーの出力が比較的高い場合に、高出力でいわゆる「グレートレース」現象を引き起こします。結晶が形成されると、レーザーの安定性と効率に深刻な影響が及びます。 KTPは、高出力レーザーの非線形結晶としてほとんど使用されません。 BBO結晶は高い有効非線形係数を持ちますが、オフ角が大きく、ビーム品質に重大な影響を与え、BBO潮解性は深刻であり、実際にはほとんど使用されません。要約すると、LBOクリスタルを2倍周波数クリスタルとして使用します。 LBO結晶の実効非線形係数は小さいですが、LBOは分離角が小さく許容角が大きいため、長い結晶を使用して効率を向上させることができます。 LBO両面1064 nmおよび532 nmの2色ARコーティング、切断角度θ= 90°、銅製ヒートシンクに配置、TEC(熱電冷却器)により正確に温度制御。
現在、4倍周波数水晶は、BBOやCLBOを含む少数のアプリケーションで利用できます。 CLBOは優れた性能を発揮しますが、潮解性は深刻であり、現在中国で製品を提供することはできません。BBO水晶は優れた4倍周波数水晶であり、その有効な非線形係数は大きく、市場は非常に成熟した製品を購入できます。実験では、4倍周波数水晶としてBBO水晶を使用し、BBO水晶の両側に1064、532、および266 nmの反射防止コーティングを施し、切断角度はθ= 44.7°でした。
Nd:YAGはQスイッチング後に非常に高いピーク電力を達成できるため、追加のフォーカスシステムは使用されず、システム全体が非常にコンパクトになり、フォーカスの分散効果がなくなります。実験により、フォーカスシステムがなくても非常に高いことが示されています。光から光への変換率。キャビティ長を70 mmにすると、図2に示すように、Nd:YAG結晶上のレーザースポットと熱レンズの焦点距離の関係が計算されます。安定キャビティ法を使用すると、Nd:YAGの熱レンズ焦点距離は、25 Wのポンプ出力で150 mmです。図2から、キャビティは安定した範囲にあり、結晶上のレーザースポット半径は約230μmであり、ポンプスポット半径の比率は0.77であり、これは高出力ポンピングでのモードマッチング要件を満たしていることがわかります。

2. 実験結果と分析
実験結果は、1 064 nmの出力パワーと注入パワーの関係が図3に示されていることを示しています。ポンプ出力が25 Wの場合、連続出力の最大出力は8.1 W、変調周波数が10 kHzでブリュースタープレート(BP)がキャビティに挿入されていない場合、最大出力は6.2 Wです。 BP後の出力電力は5.2 Wです。 1 064 nm赤外レーザーの偏光比を調べます:ポンプ光源が40:1 LDの場合、1 064 nmレーザーの出力偏光比は38:1です;ポンプ光源が5:1 LDの場合、出力は1 064です。 nmレーザー偏光比は5:1です。出力レーザーの偏光比は、ポンプ光源の偏光比とほぼ同じであり、偏光方向は同じであることがわかります。これは、非線形周波数変換プロセスにとって非常に重要です。偏光比が5:1のLDをポンプソースとして使用する場合、キャビティにBPを追加した後の出力レーザーの偏光比は約100:1です。
高偏光比LDポンピング、低偏光比LDポンピング、低偏光比LDポンピングチャンバー+キャビティ外周波数2倍化実験用のBPチップ、変調周波数10 kHzで得られる緑色光出力ポンプ出力の関係を図4に示します。同じポンプパワーで、高偏光比のLDは低偏光比のLD出力のグリーンパワーよりもほぼ25%高くなります。低偏光比のLDポンプの場合、挿入されたBPチップの倍増効率も大きくなります。改善:25 Wの高偏光比LDポンプパワーと10 kHzの変調周波数を使用した場合、最高の緑色光出力パワーは2.2 W、パルス幅は7 ns、ピークパワーは31.4 kWです。さらに4つの周波数の実験で、3つの構造の出力とポンプ出力の関係を図5に示します。変調周波数が10 kHzの場合、偏光比40:1のLDアレイがポンプソースとして使用され、最高出力の266 nmのレーザー出力は0.25 Wです。低偏光比LDアレイは、BPシートとBPピースを追加しない場合のUV出力は、それぞれ0.71 Wと0.62 Wです。


図6は、UVレーザー出力が0.85 Wの場合のスポット写真とパルス波形を示しています。266nmのスポットは楕円形であり、BBOの分離効果が原因であることがわかります。レーザーのパルス幅は5 ns、ピーク出力は最大17 kWです。図7は、25 Wのポンプ電力で3つの異なる構成で得られた出力電力と繰り返し周波数の関係を示しています。高偏光LDおよび変調周波数8 kHzで励起した場合、出力UV電力は0.7 Wで、ピークは17.5 kWです。

3. 結論
コンパクトなフラットキャビティ構造を使用して、高偏光比LDアレイ(40:1)、低偏光比LDアレイ(5:1)、および低偏光LDアレイキャビティを使用して実験を行い、266 nmの出力を得ました。電力は0.85、0.61、0.72 Wです。中でも、高偏光比のLDアレイは、最高出力、単一パルスエネルギー85μJ、パルス幅5 ns、最大出力17.5 kW、ポンプ光から紫外線への光から光への変換率3.4%です。実験では、LDの偏光が基本波の偏光比に大きな影響を与えることが示されています。たとえば、高い偏光比のLDアレイがポンプ光源として使用され、偏光素子がキャビティに追加されていない場合、基本波の偏光は非常に高くなります。レーザーの偏光方向はLDの偏光方向と同じであり、文献でも同様の結果が得られています。この等方性N d:YAGが偏光の励起下で偏光する現象はよく説明されておらず、これはNd:YAGの熱誘起複屈折効果と音響光学Qスイッチの回折に関係していると考えられます。役割に関連して、この現象はさらに議論する必要があります。
登録:
コメント (Atom)